Hintergrund…
Leiterplatten (PCBs) finden sich in nahezu allen elektronischen Geräten der Industrie. Jedes Gerät oder Objekt, das eine Leiterplatte verwendet, benötigt jedoch eine eigene Version. Das Design der Lötpalette muss dabei exakt an die Geometrie der Leiterplatte angepasst werden.
Lötpaletten werden verwendet, um bedrahtete Bauteile während der Montage auf Leiterplatten aufzubringen. Sie schützen die SMT-Bauteile (Surface-Mount Technology) in den Schaltungen und setzen die unmaskierten Bauteile dem Wellenlöten bei über 200 °C (392 °F) aus. Die meisten Polymermaterialien schmelzen unter der harten Einwirkung einer Standard-Lötstation.
Bei der Herstellung von Leiterplatten und den Lötpaletten, die ihre Produktion unterstützen, gelten thermische, elektrische, geometrische und mechanische Anforderungen, die tendenziell über das hinausgehen, was die meisten Materialien für den 3D-Druck bieten können.
Was ist der Unterschied zwischen der additiven Fertigung auf Verbundwerkstoffbasis und der additiven Fertigung?
Die Composite Based Additive Manufacturing-Technologie (CBAM) wurde für alle Verfahren im Leiterplattenmontageprozess entwickelt. Es handelt sich um das einzige pulverbasierte Verfahren, das langfaserige Gewebe aus Kohlenstoff oder Glas mit hochleistungsfähigen thermoplastischen Matrixmaterialien wie PA12 und PEEK kombiniert.
Die Verwendung von Langfasern (mindestens 12 mm lang) bietet im Vergleich zu Kurz- oder Schnittfasern eine deutlich verbesserte Leistung und Festigkeit im gesamten Teil und an den Enden sowie weitere Eigenschaften wie Dimensionsstabilität sowie Hitze- und Chemikalienbeständigkeit.
Dank seiner hohen Temperaturbeständigkeit und des niedrigen Wärmeausdehnungskoeffizienten ist PEEK ein ideales Material für die Elektronikfertigung. Das Hochleistungspolymer ermöglicht die Verwendung eines Lötkolbens auf der Vorrichtung, ohne diese zu beschädigen. Die Komponenten bleiben während des Prozesses an Ort und Stelle und verhindern Verformungen. Mit der CBAM-Technologie ist es zudem möglich, maßgeschneiderte Vorrichtungen in nur wenigen Tagen und zu einem Bruchteil der Kosten herkömmlicher Herstellungsverfahren herzustellen.
Ricoh 3D ging 2021 eine Partnerschaft mit Impossible Objects ein, um deren CBAM-Technologie auf den europäischen Markt zu bringen. Mark Dickin, Additive Manufacturing & Moulding Engineering Manager bei Ricoh 3D, sagte:
„Viele halten Vorrichtungen und Halterungen vielleicht nicht für die natürliche Anwendung dieser Art von Verbundwerkstoffen, doch wir wissen, dass die Kosten eines der Haupthindernisse für den 3D-Druck sind.
„Die CBAM-Technologie ist eine einzigartige Kombination aus Kosteneffizienz und Leistung. Wir sehen, dass langfaserverstärkte Kompostteile verwendet werden, um aus kostengünstigeren Kunststoffen Leichtmetallteile herzustellen oder völlig neue Teile zu schaffen, die sonst nicht möglich wären.“
Flache und gefiederte Teile
Schmale Teile wie Leiterplatten und Propeller eignen sich hervorragend für die CBAM-Technologie. Dank der Kombination aus Langfaserplatten und Hochleistungspolymerpulvern ist das Drucken von Punktstrukturen und gefiederten Kanten mit gleichmäßig verteilten Fasern möglich, um hochfeste und voll funktionsfähige Teile zu erhalten.
Aber wie funktioniert es?
Alles beginnt damit, dass man ein Vliesblatt (entweder aus Kohlenstofffasern oder Glasfasern) nimmt und mithilfe eines Tintenstrahldruckkopfs den CAD-Schnitt mit einer proprietären Flüssigkeit auf das Blatt druckt.
Anschließend wird die Folie mit einem Polymerpulver bedeckt, das an der Stelle haftet, an der die Flüssigkeit aufgetragen wurde.
Das überschüssige Polymer wird entfernt, sodass das Polymer selektiv auf der Folie abgeschieden bleibt. Die Schritte werden für alle Schichten wiederholt.
Anschließend werden die Platten gestapelt, komprimiert und bis zum Schmelzpunkt des Polymers erhitzt.
Die Fasern, in denen kein Polymer vorhanden ist, werden dann sandgestrahlt, um die 3D-gedruckten Teile freizulegen.
Das einzigartige Verfahren ermöglicht die Herstellung von Teilen mit einem hohen Verhältnis von Festigkeit zu Gewicht zu bis zur Hälfte der Kosten von Metallteilen.
Lesen Sie unsere Fallstudien unten, um zu erfahren, wie CBAM in der Elektronikfertigung eingesetzt wird …
Anwendungsfälle
LED-Ausrichtungsfach
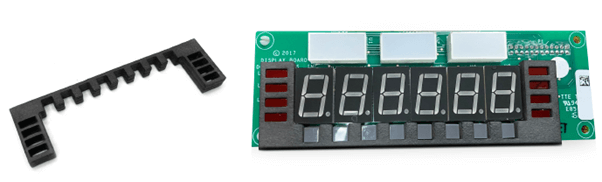
Teiletyp: Kohlefaser PEEK
Wärmeformbeständigkeitstemperatur: 260 °C (500 °F)
Chemische Beständigkeit: Hoch
Ergebnis: Qualitätsprobleme beseitigt
Teileabmessungen: 103,0 x 29,6 x 10,5 mm
Lieferzeit: 1 Woche
Das Beispiel hier zeigt eine Ausrichtungsschale, die während des Wellenlötprozesses für einen Elektronikanbieter 16 LED-Leuchten senkrecht zur Leiterplatte halten musste.
Ursprünglich verwendete der Kunde keine Vorrichtungen oder Methoden, um sicherzustellen, dass die Position jeder LED für die Montage der nächsten Ebene ausgerichtet war. Als der Kunde jedoch die LEDs mit der Display-Overlay-Schicht ausrichten musste, die bei der Endmontage über die Leiterplatte gelegt wurde, wandte er sich dem 3D-Druck zu.
Da 16 LEDs und 150 Platinen nachzubearbeiten waren, wurde im 3D-Druckverfahren schnell eine Vorrichtung entwickelt, die die LEDs während des Wellenlötprozesses an Ort und Stelle hält. Allerdings schmolzen PLA-, ABS- und PVDF-Vorrichtungen durch die Vorwärmung des Wellenlötprozesses. Daher wurde Carbonfaser-PEEK untersucht, um eine wiederverwendbare Hochtemperatur-Ausrichtungsschale herzustellen.
Lötvorrichtung
Teiletyp: Kohlefaser PEEK
Wärmeformbeständigkeitstemperatur: 260 °C (500 °F)
Chemische Beständigkeit: Hoch
Ergebnis: Verdreifachung der Produktion; Beseitigung von Qualitätsproblemen
Teileabmessungen: 109,9 x 34,9 x 10,9 mm
Lieferzeit: 1 Woche
Als ein anderer Kunde einen Auftragsanstieg von 400 % verzeichnete, wurde eine Vorrichtung benötigt, die den manuellen Lötprozess eines PCB-Lötverbinders stapelweise durchführen konnte, um die Produktion zu steigern und die Ausfallrate zu senken.
Der Hauptfehlerbereich lag in der Crimpverbindung der Anschlüsse zum abgeschirmten Kabel, was den Kunden dazu veranlasste, die Kabel-/Leiterplattenbaugruppe neu zu gestalten und die Anschlüsse in einen gelöteten Leiterplattenstecker umzuwandeln.
Der Betrieb musste rasch hochgefahren werden, um der gestiegenen Nachfrage gerecht zu werden. Der Engpass entwickelte sich jedoch beim Löten dieses neuen Steckverbinders mit einem Koaxialkabel an die Hauptplatine. Die Bediener mussten eine Platine, kleiner als eine Briefmarke, festhalten und sicherstellen, dass der Steckverbinder auf drei Achsen im 90-Grad-Winkel stand, nachdem sie die Pads von 8.900 Steckverbindern pro Woche vorverzinnt hatten. Nach der ersten Woche klagten die Bediener über Handkrämpfe.
Aus diesem Grund wurde eine Vorrichtung aus Kohlefaser-PEEK entwickelt, die jeweils zehn Platinen halten und gleichzeitig die Position des Steckverbinders auf der Platine beibehalten kann.
Das Ergebnis? Der Kunde konnte seine Produktion verdreifachen, da die Bediener alle 800 Teile in vier Tagen herstellen konnten, während drei Bediener für dieselbe Aufgabe eine Woche brauchten.
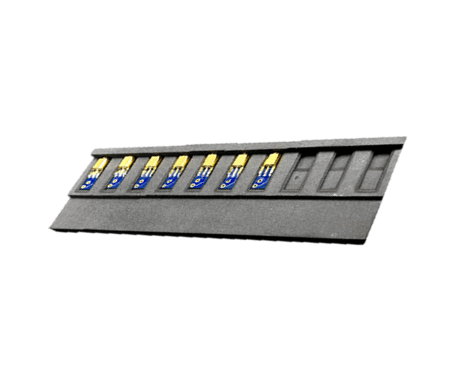
Selektivlötvorrichtung
Teiletyp: Kohlefaser PEEK
Wärmeformbeständigkeitstemperatur: 260 °C (500 °F)
Chemische Beständigkeit: Hoch
Ergebnis: Qualitätsprobleme beseitigt
Teileabmessungen: 152,5 x 101,6 x 15,5 mm
Lieferzeit: 1 Woche
Als ein Kunde aus der Luft- und Raumfahrtindustrie 300 Leiterplattenbaugruppen aufgrund einer fehlenden kritischen Abmessung zurückschickte, war unser Kunde stolz darauf, eine Antwort auf eine schwierige Frage zu liefern.
Die Leiterplatte benötigte einen im obigen Bild nicht sichtbaren Stecker, der 0,7 mm parallel zur Leiterplatte angehoben werden musste. Die vorgegebene Toleranz betrug 0,1 mm, was bei einem automatisierten Lötprozess nahezu unmöglich einzuhalten ist.
Der Kunde war es gewohnt, seine eigenen Werkzeuge zu erstellen und entwarf daher eine Geometrie, um jeweils neun Steckverbinder im Prozesspanel zu löten.
Dank der neuen Vorrichtung, die aus Kohlefaser-PEEK gedruckt wurde, konnten die verbleibenden Platten nachbearbeitet werden und bestanden alle Tests hinsichtlich Parallelität und Höhenabmessungen. Es wurden weitere 300 Platten bestellt, ohne dass es zu Rücksendungen kam.
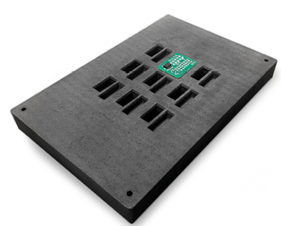
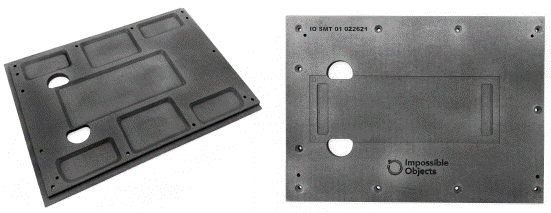
Oberflächenmontiertes Kühlkörperfach
Teiletyp: Kohlefaser PEEK
Wärmeformbeständigkeitstemperatur: 260 °C (500 °F)
Chemische Beständigkeit: Hoch
Ergebnis: Unmögliches Problem gelöst
Teileabmessungen: 150,5 x 96,3 x 12,09 mm
Lieferzeit: 1 Woche
Die oben abgebildete Vorrichtung war ein Versuchsaufbau für einen Kunden, der Methoden zur Wärmeableitung des Leistungstransistors erforschte. Die Baugruppe, die in der Funkausrüstung der Flugsicherung eingesetzt wird, ist 24 bis 48 Stunden lang einer Dauerbelastung ausgesetzt und muss thermischen Belastungen standhalten können.
Es wurde eine nichtmetallische Vorrichtung benötigt, die die extreme Temperatur von 265° übersteht und gleichzeitig sicherstellt, dass die Leiterplatte mit dem Kühlkörper verlötet ist – was für ein Metallstück, das zur Wärmeableitung konzipiert ist, kontraintuitiv ist.
Diese Vorrichtung aus Kohlefaser-PEEK vereinfachte den Prozess, da Passstifte verwendet werden konnten, um die Platine und den Kühlkörper in der 3D-gedruckten Schale ausgerichtet zu halten. Dies bedeutete, dass die Vorrichtung in Mengen von 25 Stück pro Monat für die nächsten fünf Jahre bestätigt wurde.
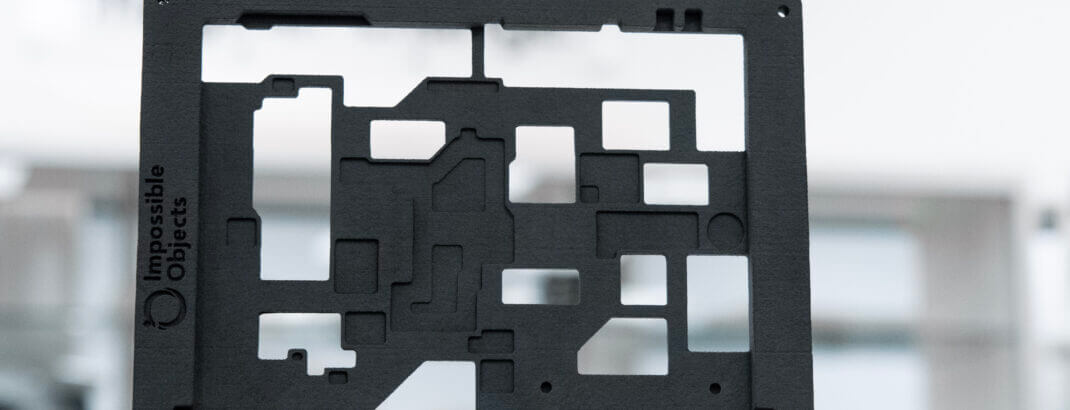
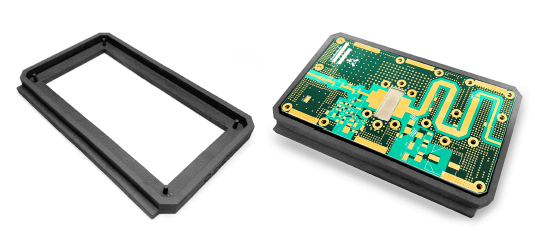
Wellenlötpalette
Teiletyp: Kohlefaser PEEK
Wärmeformbeständigkeitstemperatur: 260 °C (500 °F)
Chemische Beständigkeit: Hoch
Ergebnis: 2-wöchige Kundenfrist eingehalten
Teileabmessungen: 210,4 x 162,23 x 8,0 mm
Lieferzeit: 1 Woche
Diese Wellenlötpalette aus Fiberglas-PEEK wurde in weniger als einer Woche produktionsreif entworfen und gedruckt, sodass unser Kunde eine Frist von zwei Wochen einhalten konnte.
Zuvor wurde Kaptonband verwendet, um die goldenen „Finger“ der Platine abzudecken, die an eine Stromversorgung angeschlossen waren und daher frei von Lötzinn sein mussten.
Wenn das Klebeband wiederholt abfiel oder vergessen wurde, wurde eine Palette entwickelt, um dieses Problem in Zukunft zu vermeiden. Die voraussichtliche Lieferzeit für eine Palette betrug normalerweise sechs Wochen, zuzüglich zusätzlicher Zeit für die Neugestaltung.
Mit FiberGlass PEEK wurden die erste und zweite Iteration in nur zwei Wochen hergestellt und mit einem Ersatzpanel erfolgreich getestet.
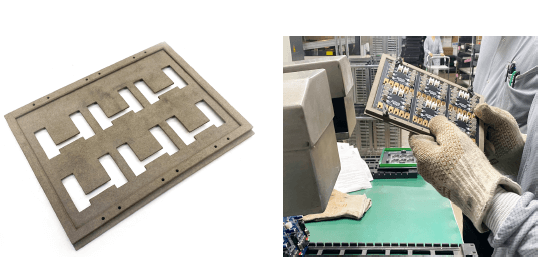
SMT-Palette
Teiletyp: Kohlefaser PEEK
Wärmeformbeständigkeitstemperatur: 260 °C (500 °F)
Chemische Beständigkeit: Hoch
Ergebnis: Die Produktion konnte 6 Wochen schneller beginnen als mit einer herkömmlichen Fertigungslösung
Teileabmessungen: 254,0 x 177,8 x 6 mm
Lieferzeit: 1 Woche
Unser Kunde produzierte jahrelang SMT-Paletten und überarbeitete bei jeder Bestellung 20–30 % der Platine nach der Prüfung, da die Baugruppe nur im Gehäuse getestet werden konnte. Das Gehäuse ist mit Ultraschall um die Leiterplatte herum verschweißt, sodass Fehler zur Zerstörung und zum Verlust des Gehäuses führen.
Die häufigste Fehlerursache war die Lötqualität eines Steckverbinders, deren verborgene Anschlüsse unter dem Bauteil mit normalen Mitteln nicht überprüft werden konnten. Der Steckverbinder löste sich aufgrund von Verformungen beim SMT-Reflow von einigen Pads.
Um diesem Problem entgegenzuwirken, wurde eine SMT-Palette aus Kohlefaser-PEEK mit einer Tasche für den Steckverbinder hergestellt. Dadurch konnte die Ausbeute auf etwa 85–90 % gesteigert werden. Ohne weitere Anpassungen am Lötprozess erreichte der Kunde sein Ziel einer Ausbeute von 95 % im ersten Durchgang für dieses Produkt.
Selektivlötvorrichtung
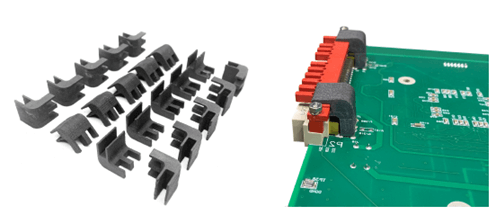
Teiletyp: Fiberglas PEEK
Wärmeformbeständigkeitstemperatur: 260 °C (500 °F)
Chemische Beständigkeit: Hoch
Ergebnis: Schnelle Bearbeitung großer Mengen
Teileabmessungen: 15,75 x 16,58 x 15,00 mm
Lieferzeit: 1 Woche
Die Beibehaltung der Position des Steckers im selektiven Lötprozess war problematisch, da die zuerst gelötete Seite zwangsläufig abkühlte und die andere Seite anhob. Die Hardware konnte beim Löten des Steckers nicht installiert werden, da sich die Leitungen direkt neben der Hardware befanden und die Schrauben und Muttern lötfrei sein mussten.
Halterungen aus Fiberglas-PEEK verhindern nun, dass sich die Steckverbinder während des Lötvorgangs nach vorne oder hinten neigen. Sobald die Leiterplatte abgekühlt ist, wird die Hardware installiert und der Unterschied zwischen links und rechts wird durch Anziehen der Schrauben behoben.
Da dieser Stecker 44 Leitungen hat, ist die Nacharbeit ein umfangreiches Projekt, das Stunden dauern kann. Die Vorrichtung aus Fiberglas-PEEK hat das Problem bisher behoben.
Fazit
Eine der Herausforderungen bei der Arbeit mit Verbundwerkstoffen in der Elektronikfertigung mit herkömmlichen Methoden waren stets Zeit und Kosten.
Die additive Fertigung ändert dies und bietet eine schnellere und effizientere Möglichkeit zur Herstellung von Verbundteilen, sei es durch den direkten Druck von Werkzeugen oder Endverbrauchsteilen.
Es ist kein Wunder, dass Verbundwerkstoffe mit Faserverbundwerkstoffen für viele Industriezweige attraktiv sind. Die Materialien sind stärker und haltbarer als unverstärkte Polymere und gleichzeitig leichter und günstiger als Metalle.
Wir bei Ricoh 3D sind begeistert von den Möglichkeiten, die Composite AM bietet, und freuen uns darauf, gemeinsam mit unseren Kunden Anwendungen zu entwickeln, die die mit der CBAM-Technologie erreichbaren Möglichkeiten und Leistungen ausschöpfen – einer einzigartigen pulverbasierten Verbundwerkstoff-Fertigungstechnologie.